سوال مسابقه علمی بهمن ماه آکادمی پاترون، بخش کارشناسان و متخصصان
خوش آمدید!
Share and discuss the best content and new marketing ideas, build your professional profile and become a better marketer together.
این سوال علامت گذاری شده است
1
پاسخ
420
نماها

هدف از نوسان قالب جلوگیری از چسبیدن فولاد مذاب به دیواره های قالب می باشد .در حال حاضر این فرایند عمدتاً به صورت نوسان سینوسی توسعه یافته است اما نوسان های غیر سینوسی نیز برای ریخته گری بعضی ها فولادها مثل فولاهای زنگ نزن استفاده می گردد.
پارامترهای اصلی نوسان ، فرکانس(f) و دامنه(A) می باشند. ایندو پارامتر زمان کشش منفی قالب (زمانیکه سرعت رو به پایین قالب بیش از سرعت شاخه می شود) را مطابق با زیر تعیین می کند که مقدار بهینه آن ثبات ریخته گری و کیفیت شاخه را تضمین می کند:

جائیکه Vc سرعت ریخته گری، S دامنه، freq فرکانس و T زمان سیکل می باشد. مقدار پیشنهادی برای درصد کشش منفی (NSR) در محدوده 25-35٪ است و زمان کشش منفی (NST) 0.2-0.1 (مقدار بهیته 0.12-0.15 ) می باشد. بنابراین در سرعت ثابت با افزایش فرکانس و کاهش دامنه میتوان مقدار NST را تا کاهش داد تا اثرات نوسان کاهش یابد. ترک های عرضی فولادهای متوسط کربن را می توان با کم کردن NST کاهش داد. شکل 1 ارتباط بین فرکانس و دامنه را بر حسب سرعت ریختهگری در محدوده کشش منفی مناسب نشان میدهد.
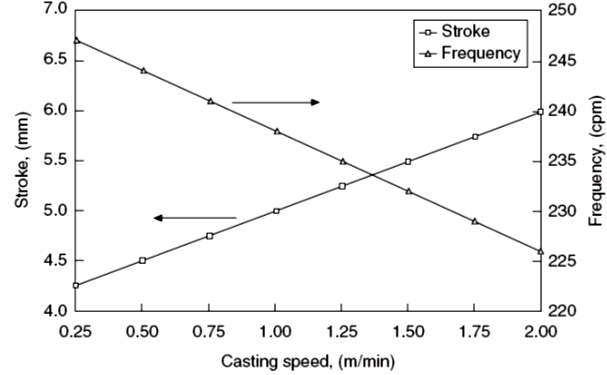
شکل 1. رابطه بین فرکانس و دامنه بر حسب سرعت ریختهگری در محدود NST مناسب.
هنگام کار با مقادیر NST پایین (زیر 0.1) شایعترین پیامد، نفوذ نامناسب روانکننده بین پوسته و قالب است که خطر چسبیدن پوسته منجمد به قالب و پارگی را افزایش میدهد. در مقابل، کار با مقادیر NST خیلی بالا باعث زبری پوسته منجمد به همراه افزایش عمق اثرات نوسان که منشاء ترک های عرضی خواهد بود می شود.
مصرف پودر به روشنی با نوسان مرتبط است و در نوسان های بالا مصرف پودر کاهش می یابد. این تمایل بویژه در پودر با ویسکوزیتۀ پایین قابل ملاحظه می باشد.